产品视频展示,助您洞悉灌云【当地】 珩磨管生产型产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:灌云【当地】 珩磨管生产型的图文介绍

九冶管业有限公司自成立起便将严谨的工作态度注入公司企业文化中,在 灌云油缸管、产品质量上严格把关,不仅要确保服务,还要保证品级优良;在员工培养和管理中,每一位销售工程师都需要经过三个月的培训,并通过 灌云油缸管、产品知识、技术能力等重要方面的多项考核后才可以正式上岗;同时设立售后服务专线,对于客诉员工,进行调查审核,一经证实,严肃处理; 我们始终坚持“诚信为本,把客户的需求视为己任”,通过不断地拓展 灌云油缸管、渠道,满足客户需求,公司真诚邀请国内各区域用户合作。


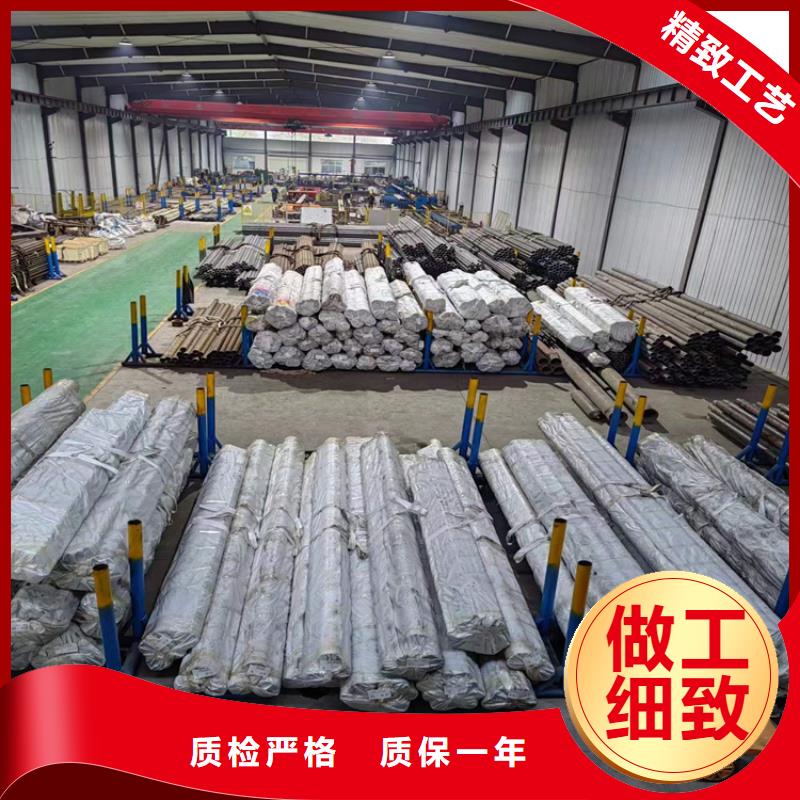
简析珩磨管市场发展现状随着珩磨管的个性化需求,珩磨管生产厂家需要采用科学的设计方法,以达到用户的需求。随着竞争的日益激烈,钢材市场的利润空间越来越小,价格透明度越来越高。每个钢管市场都有不同规格,并有超过1万种型号。钢管生产加工企业也有许多。产品包括管类铸件、冷拔管、精整管、热膨胀管、直缝焊管、珩磨管等。管径从5毫米到1200毫米,也可为客户定制不同口径管材。珩磨管行业积推进技术进步、产品创新、节能减排,珩磨管行业的能耗和二氧化硫排放量下降。随着大量产品的大量涌入,不锈钢珩磨管市场已经出现了供过于求的现状。价格持续走低。随着市场的价格下跌,产业拓展的冲动正在逐渐停止。



有一种过程控制方法能缩短珩磨时间,珩磨管易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。



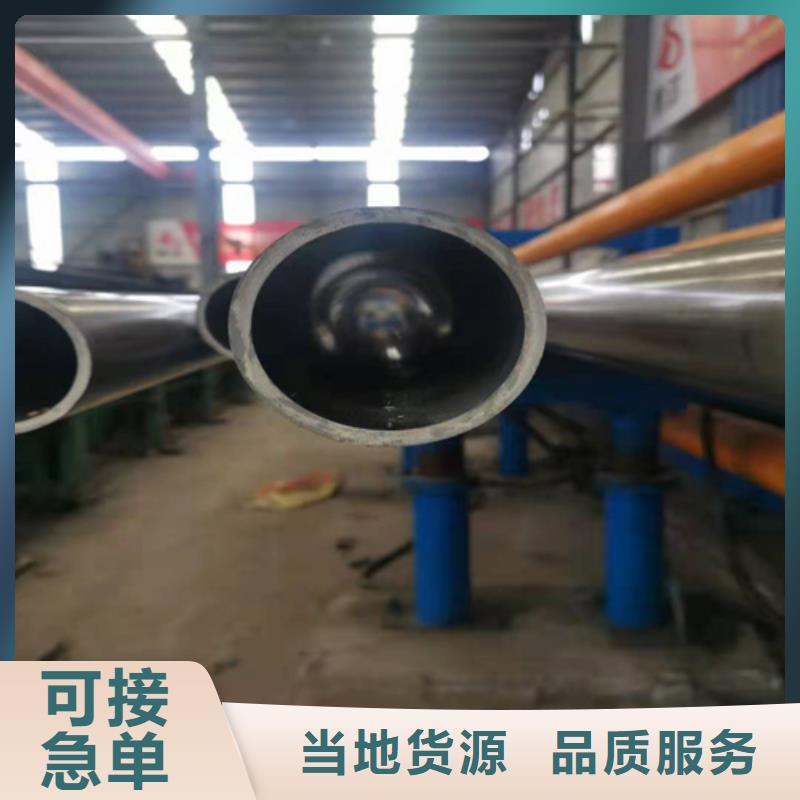
为了提高效率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。



 扫一扫
扫一扫